
看板方式的起源
有些人以为“丰田生产方式”和“看板方式”是一样的,其实并非如此。前者是物品的制造方式、流动方式,后者则是传递制造资讯的方式。
创造出看板方式的灵感,是从超市的销售方式得来的。超市的顾客只会在有需要的时候购买所需要的物品,而且只购买需要的数量。
准时生产(JIT):市场需求驱动的制造策略
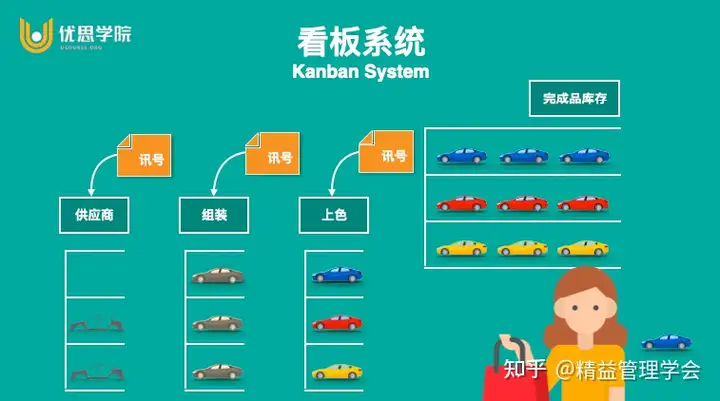
从这一点衍伸出准时生产(JIT)生产的精神,配合市场的需求来制造。为达此目的,必须建立资讯传递系统。准时生产(JIT)的生产方式,就是指制造能销售出去的物品,库存的数量绝不超过必要数量以上,不会形成库存的浪费。一般的生产方式都是由前制程供应零件给后制程,看板方式却是由后制程向前制程拿取(领取)零件,两者完全是相反的想法。
因为最后一个制程最清楚市场销售的情况,如果让“只制造销售出去的物品”的生产方式依序推展到前制程,就能做到“领取方式”,即使没有基本的制造计划,也能掌握制造时期和数量。
看板现在已经成为精益管理方法中的一个重要工具,因为它体现了精益思想中关于拉动和刚好及时的概念。
看板最初的形式就是装在塑胶袋里的卡片,在前后加工部门(或公司)之间不断反覆使用。不过,如果组装工厂位在偏远地区甚至海外,若还是继续采用由零件供应部门把看板拿下来、附在交货品上的传统做法,时间上可能会来不及,因此“e看板”或者看板系统才有其价值。
e看板:数字化时代的供应链革命
e看板(e-Kanban) 又称为“电子化看板系统”,是TOPPS (TOYOTA Parts Production System)使用的新看板运作方法。
依照新方法,看板资讯的流动变得不一样。原本在组装工厂内拆下来的看板,应该直接交给供应商。
不过,使用新方法的话,只要透过网路通讯发送看板资讯,零件制造商接收到看板资讯(供应指示资讯)之后,在自己公司内把交货用看板列印出来,再附在要交货的实物上送到组装工厂。
就算不是相隔两地,只要是能使用网路通讯的零件制造商,就能从一般的看板转换成e看板。
另外,通常远距交货的零件制造商,都不是直接送到组装工厂,而是送到附近的“集货中心”,集货中心再把其他零件制造商送来的东西一起送到组装工厂。
这种透过集货中心的供应方式(Cross Dock)越来越普遍。
若是透过集货中心交货给组装工厂,在组装工厂拿下来的看板资讯(零件供应指示)会发送给集货中心,集货中心再把交货看板列印出来,和原本附在交货物品上的一般看板交换,才把要交货的物品交给组装工厂。
换下来的一般看板,等集货中心拿下来之后,由零件工厂回收,并且将收取到的看板附在实物上,交货时一并交给集货中心。
若是在海外,因为搬运所需的前置时间较长,通常都是直接在当地采购。