AQL抽样方案是根据对一个批次的产品进行检验来确定其合格还是不合格。
抽样方案一般是利用作为AQL规范的函数的表格以及该批次产品的其他特征确定的。采用AQL评估的批次产品合格,不合格的标准只依据该批次产品的性能,而不是依据过程以前所生产的产品性能来判定。AQL抽样方案并不能提供过程能力方面的情况。
优思学院认为,AQL抽样方案的效率不高,但成本却很高,特别是对质量要求很高的时候。公司往往以为通过AQL抽样方案能够实现比它们实际所能做到的更好的质量。现在的趋势是公司开始逐渐放弃使用AQL抽样方案了,然而,对很多公司而言,这个转变过程还是比较缓慢的。优思学院在下面会介绍AQL抽样方案的概念及其不足之处。
在制定AQL抽样方案时,要特别小心样本的选择。样本必须是从批次中随机抽取出来的。要做到这一点并不容易。无论抽样还是100%的全数检验都不能保证发现所有的缺陷。有以往的研究结果表明,全数检验时只有80%是有效的。
一般存在两种抽样风险:好的批次被拒绝、坏的批次被接受。
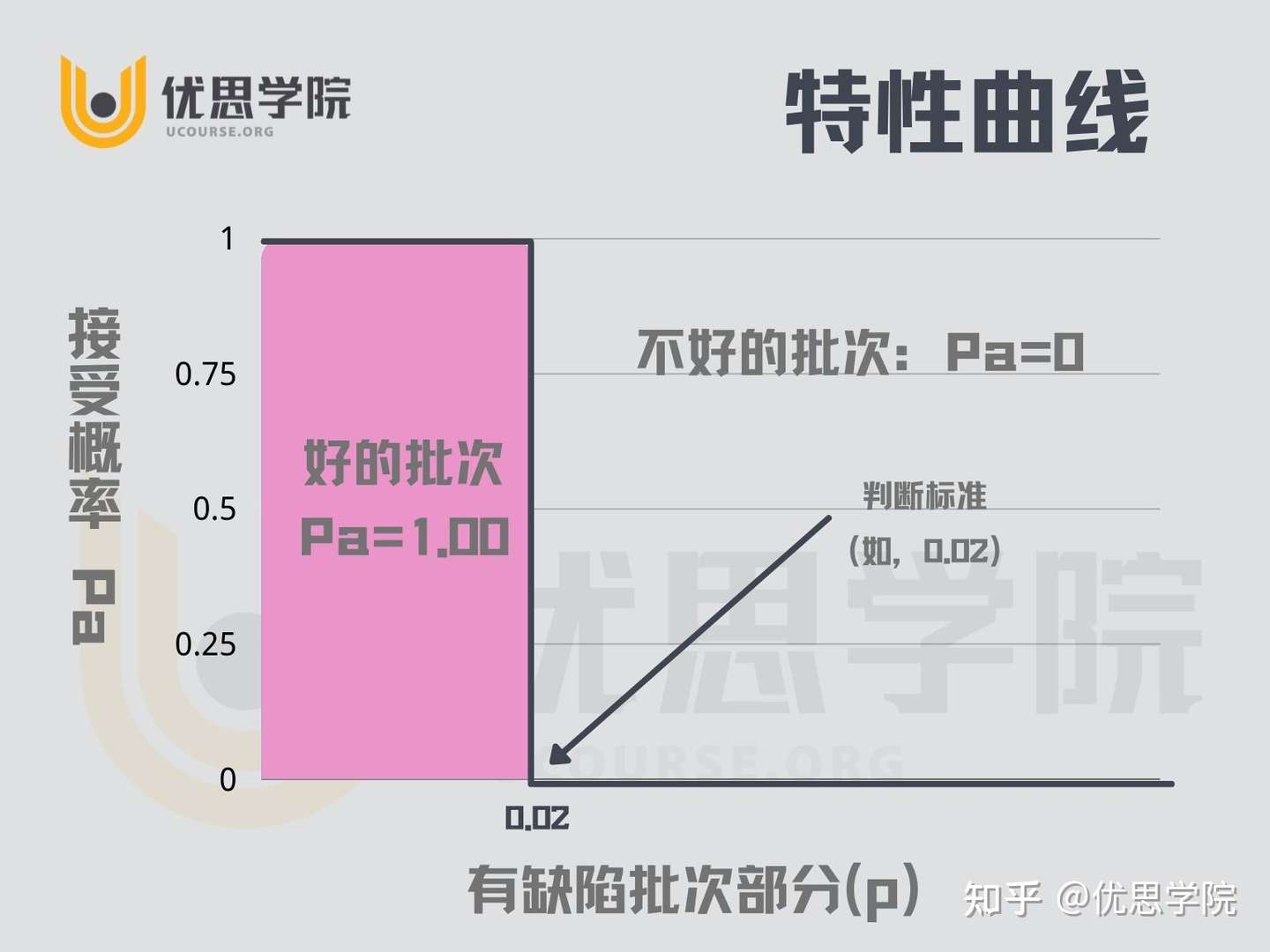
抽样方案的抽查OC(Operating Characteristic,特性曲线)可以量化风险。
下图是理想的抽查曲线。由于我们实际上无法获得“理想的”OC曲线,我们会用下面的术语来描述OC曲线:
可接受质量水平(AQL)
AQL一般被视为可以被接受的最差的质量水平。
根据Mil-STD-105E,对于抽样检验来说,作为过程的平均数AQL被视为是可接受的最大次品百分比。接受AQL批次的概率应该是较高的。0.95的概率可理解为0.05的Alpha风险。
可拒绝质量水平 (Reject Quality Level,RQL)
被视为不可接受的质量水平。
有时被称为批量公差次品百分比(Lot Tolerance Percent Defective,LTPD)。
这种消费者风险在某些统计表中被标准化地定义为0.1。
接受ROL批次的概率应该是较低的。
无差质量水平 (Indifference Quality Level,IQL)
质量水平介于AQL和RQL中间。
经常被定义为具有0.5接受概率质量水平的抽样方案。
OC曲线表示了对不同质量水平的接受概率。Pa表示样本中次品的数量等于或少于抽样方案中可接受的数量的概率。超几何、二项式和泊松分布分别表示不同情况下的接受概率。