- 发布于 2025年 8月 22日
- 发布者: 精益管理学会
精益管理中的看板方法如何电子化?
 看板定义
看板定义
传递生产任务或者是搬运指示信息,是一种拉动信号。
它通常是一种卡片,上面记载有零部件型号、取货地点、送货地点、数量、工位器具型号及数量等信息,以此作为取货、运输和生产的指令。
看板将各工序紧密联系起来,通过只补充消耗的数量来使库存最小化。
从看板定义我们可以看出两个含义。
1. 看板能传递生产和搬运信息,能提供某某零件需要生产(搬运)多少、交到什么位置的信息,比如很多工厂的信息宣传板,他们能够提供我们必要的信息如生产情况、质量状况..但是一般不能传递生产或者搬运的信息,所以不能称为看板,只能说是可视化看板。
2. 看板是一种拉动信号也就是拉式生产方式·拉式生产要具备两个因素:(1)后工序根据自己「真实」消耗去前工序领取(用多少取多少);(2)前工序根据领取数量进行生产(没有领取就不生产)。比如,一般意义上的生产工单或者成品发货单,都具有生产或搬运信息,但它们不属于看板而是属于推动式生产。因为我们说的生产工单和成品发货单不是根据「真实」消耗产生,而是根据ERP系统需求预估产生,所以不属于看板。如果生产工单和成品发货单是根据「真实」消耗产生,那它们就是看板。
我们可以根据上面说的两点来判定是否属于看板。有些情况较为特殊,要仔细辨别才能区分,如很多的成品包装箱上都贴着成品标签(带有成品名、描述、包装数量和条码)。如果这个标签只是提供物料的标识作用,我们可以说它没有拉动的功能,不是看板。但是如果标签是客户根据库存消耗来发布的,又根据成品标签的信息来生产,这种情况下我们说成品标签也是一个看板。

在运行中看板的形式是多样的,一般是在塑料封口袋内装一张纸张卡片作为看板,但实际上看板并非局限于记有各种信息的某种卡片形式。看板的本质是在需要的时间、按需要的量,对所需零部件发出生产指令(搬运指令)的一种信息媒介,而实现这一功能的形式可以是多种多样的。例如,在丰田的工厂中,小圆球、圆轮、台车等均被用作看板。近年来随着电脑普及,已经在各工序愈来愈多地引入电脑·在电脑屏幕上显示看板信息的做法(看板电子化),还有利用盛装零件的工位器具、托板当作看板,当工位器具内的定量零件用完之后,就以空的工位器具当作取货看板,向上道工序取货。
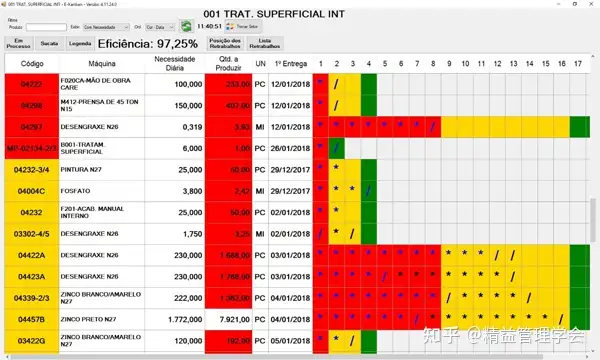
电子化信息看板(E-kanban)
E-kanban大多应用于对外订货看板,其主要特点如下。
(1)信息共享。E-kanban能够将各个环节的信息动态反应出来,如供应商有多少可以发货库存,有多少在途库存,有多少货已经延迟·客户还有多少库存,客户发送了多少张看板给装配厂商..这些信息我们都可以通过E-kanban信息来获得,供应商、客户、计划人员可以利用这些信息进行过程监控和调整。
(2)减少纸质看板遗失机会,常纸质看板需要打印出来(人为打印看板过程十分繁琐)·在看板运作过程中纸质看板容易遗失,从而造成物料短缺的现象,但是在E-kanban中不会有这种情况发生。
(3)操控方便。通过Barcode系统扫描,能够快速实现物料进出管理,减少原来的库存进出登记环节,通过系统看板可以自动给供应商释放信息,从而减少操作过程。
E-kanban一般需要借助电子系统,然后应用扫描器和Barcode进行数据输入和输出工作。
E-kanban系统中常见物料看板显示信息:可以显示物料料号和供应商料号·用于查询数据和数据输入。接下来是图片上物料库存信息:例如·011-45524-27物料库存还有一张看板数量物料,已经有一张空看板发出,供应商那边确认正在生产看板为零,且没有生产完的和正在运输的看板。通过这个我们可以查询整条供应链,或整个生产流程库存数量和生产数量(也解决了我们长期以来,一直没有办法很好了解和控制供应链上整体库存的情况),以便于我们做出更好的生产计划。
E-kanban一般具有上面所述的一些优点,但是也有一些缺点。如需要购买或者开发一套E-kanban系统,需要购买更多的扫描器,这些都会增加投入。另外由于整个看板过程都借助E-kanban系统,在系统暗箱中,操作人员基本上不会了解看板过程,出现问题后也就不容易找到问题点。
一般我们建议在运行看板项目初期,一般使用纸质看板系统而非E-kanban系统,这样可以更好地教育和培训相关操作员工,也便于运作过程中对看板流程进行调整·等到看板系统运行顺利了接着采用E-kanban来节省人员操作环节。