- 发布于 2026年 4月 29日
- 发布者: 精益管理学会
精益生产价值流图析中的 Lead Time 到底如何计算?
在学习价值流图析,也就是 VSM 的时候,很多人都会卡在一个看似简单、实际却很容易混淆的问题上:价值流图中的 Lead Time 到底是如何计算出来的?
有人在网上查了很多资料,发现关于 Lead Time (前置时间或交付时间)和三角库存之间关系的解释并不多。比较常见的一句话是:
前置时间 = 库存数量 / 每日必要数
于是问题就来了:如果这个公式是对的,那么库存数量到底怎么来?是直接询问现场人员,还是自己去观察和清点?每日必要数又是什么意思?是客户月需求量除以本公司工作时间,还是客户需求量除以 30 天?
这些问题很典型,也很值得讨论。优思学院认为,很多人在这里产生困惑,并不是因为公式本身很难,而是因为几个精益生产的基础概念被混在一起了。
一、Lead Time 不是单个工序的加工时间
在价值流图析中,Lead Time 通常被翻译为前置时间、交付周期,或者交付时间。它所表达的不是某一道工序实际加工产品所花的时间,而是产品从价值流起点到终点所经历的整体周期。
换句话说,Lead Time 关心的是:一个产品、一个订单,或者一个单位的需求,从进入这个流程开始,到最终交付给客户为止,中间到底经历了多久。
这段时间里面,真正加工的时间往往只占很小一部分。更多的时间,其实浪费在等待、排队、搬运、库存停留、信息传递和计划协调之中。
这正是价值流图析的重要意义。它不是只看每个工序做得快不快,而是看整个流程有没有大量等待,有没有过多库存,有没有看不见的时间浪费。
二、「库存数量 / 每日必要数」算的是什么?
很多资料会写:
前置时间 = 库存数量 / 每日必要数
这个说法如果单独看,容易让人误解,以为整个 Lead Time 就是这样算出来的。更准确地说,这个公式通常用于计算价值流图中某一处库存所代表的等待时间。
也就是说,某个工序前面堆了 500 件库存,如果每天实际需要消耗 100 件,那么这些库存大约代表 5 天的等待时间。
计算方式就是:
500 件 ÷ 100 件/天 = 5 天
这个 5 天并不是加工时间,而是库存停留时间。它代表这些库存如果按照当前需求速度被消耗掉,大约需要 5 天。换句话说,这批库存把产品「困」在流程里 5 天。
所以,在价值流图中,三角形库存下面常常会标出类似「5 天」这样的数字。这个数字的意义不是这批产品被加工了 5 天,而是它们以库存状态停留、等待、排队的时间大约是 5 天。
三、库存数量怎么取得?
关于库存数量,优思学院的看法很明确:它不应该靠办公室里推算出来,而应该由价值流图的负责人到现场观察、询问和确认。
价值流图析本来就是一种现场管理工具。它强调的是到现场看真实流程,而不是只靠系统数据或报表想象流程。
所以,库存数量通常可以通过几种方式取得。
可以直接到现场数一数,包括工序前库存、工序后库存、半成品库存、等待检验的库存、等待搬运的库存等。
也可以询问现场主管、班组长、仓库人员或操作员,但询问之后最好要结合观察验证。因为现场人员给出的数量,有时是经验估计,有时是系统记录,有时则只是大概印象。
还可以参考 ERP、MES、仓库台账或生产记录,但这些数据也要小心使用。系统数据不一定等于现场真实状态,因为数据可能有时间差,也可能存在未及时入账、未及时转移、账物不符等问题。
因此,比较稳妥的方法是:现场观察为主,现场询问为辅,系统数据作为交叉验证。
价值流图要画的是当前状态图,也就是 Current State Map。既然是当前状态,就应该尽量反映现场真实情况,而不是反映理想状态,也不是反映制度文件中的流程。
四、每日必要数是什么意思?
每日必要数,就是平均每天需要满足的需求数量。
它可以理解为每日客户需求量,也可以理解为整个价值流每天需要产出的数量。它的作用是把库存数量换算成时间。
举个例子,如果客户每个月需要 2,000 件产品,公司每个月实际工作 20 天,那么平均每日需求量就是:
2,000 件 ÷ 20 天 = 100 件/天
如果某个工序前面有 300 件库存,那么这 300 件库存所代表的等待时间就是:
300 件 ÷ 100 件/天 = 3 天
这里要注意,不建议简单用客户月需求量除以 30 天,除非你的工厂真的每天都工作,并且周末、假期、停机、保养等因素都不影响供给。
在企业管理里,我们更关心的是有效工作日和有效工作时间。因此,每日必要数通常应该基于实际工作日来计算,而不是机械地用自然日计算。
五、每日必要数和节拍时间有什么关系?
这里还要区分另一个重要概念:节拍时间,也就是 Takt Time。
节拍时间的计算方式是:
节拍时间 = 可用工作时间 / 客户需求量

它回答的是:为了满足客户需求,公司平均多久需要产出一件产品。
例如,公司每天可用生产时间是 450 分钟,客户每天需要 100 件,那么节拍时间就是:
450 分钟 ÷ 100 件 = 4.5 分钟/件
这代表公司平均每 4.5 分钟就应该产出一件,才能跟上客户需求。
每日必要数和节拍时间其实是同一组需求信息的两个表达方式。每日必要数是「一天要多少件」,节拍时间是「多久要做出一件」。
在价值流图中,库存等待时间通常用「库存数量 / 每日必要数」换算;而工序能力、生产节奏和客户需求匹配,则常常用节拍时间来判断。
六、为什么价值流图要把库存换算成时间?
这是 VSM 很有价值的地方。
很多企业看到库存,只会觉得那是一堆物料、一堆半成品,或者一堆金额。但从精益生产角度看,库存不是单纯的数量问题,它本质上是时间问题。
库存越多,代表产品在流程中停留得越久。产品停留越久,交付周期就越长,现金周转越慢,问题暴露越迟,客户响应速度也越差。
例如,一个产品真正被加工的时间可能只有 20 分钟,但由于它在不同工序之间不断等待,整个交付周期可能长达 10 天。价值流图就是要把这种反差画出来,让管理者一眼看到:真正创造价值的时间很短,非增值等待时间却很长。
所以,库存三角形下面标注的天数,往往比单纯标注库存件数更有冲击力。
看到「库存 1,000 件」,管理者可能感觉还好;但看到「这里等待 10 天」,问题就变得直观很多。
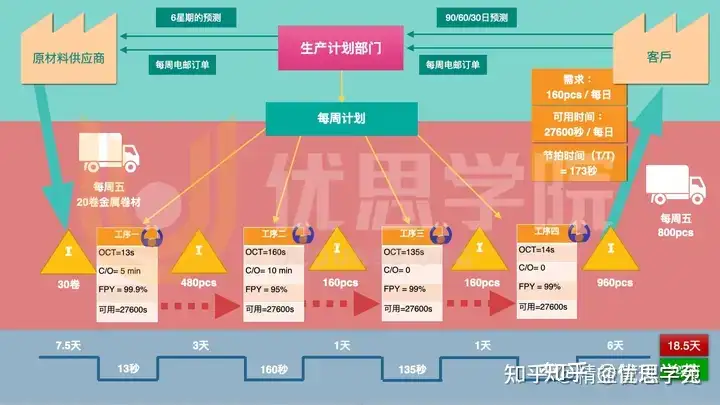
七、Lead Time 应该如何汇总?
在价值流图中,总 Lead Time 通常会把各处库存等待时间加总起来,再结合必要的流程时间进行表达。
比如某条价值流中有三处库存:
第一处库存代表 3 天等待;第二处库存代表 5 天等待;第三处库存代表 2 天等待。
那么,仅库存等待时间就已经是:
3 天 + 5 天 + 2 天 = 10 天
如果各工序真正加工时间加起来只有 30 分钟,那么价值流图底部的时间线就会清楚显示:交付周期可能是 10 天以上,但真正加工时间只有几十分钟。
这就是精益生产常说的重点:改善不只是让操作员动作更快,而是要压缩整个价值流中的等待、停滞和库存。
八、常见误区:把 Lead Time、Cycle Time 和 Takt Time 混为一谈
很多人学 VSM 时,会把 Lead Time、Cycle Time 和 Takt Time 混在一起。
Lead Time 是交付周期,关注的是从开始到交付的整体时间。
Cycle Time 是周期时间,通常指某个工序完成一个产品或一个单位工作所需的时间。
Takt Time 是节拍时间,来自客户需求,表示为了满足客户需求,流程应该按什么节奏产出。
三者关系很密切,但含义不同。
如果用一句话来理解:
Lead Time 看整个流程等多久;Cycle Time 看工序做多久;Takt Time 看客户要求你多久交出一件。
一旦这三个概念混淆,价值流图中的计算就很容易看不懂。
九、如何在实际项目中做得更准确?
在实际做价值流分析时,优思学院建议不要一开始就追求过度精确。VSM 的目的不是做财务级别的库存审计,而是识别价值流中的主要浪费和改善机会。
所以,库存数量可以先用现场观察和合理估算建立当前状态图,再通过数据验证提高准确度。
每日必要数则要尽量使用真实需求和真实工作日。比如客户月需求量、实际出货需求、有效工作日、班次安排、可用工作时间,都要统一口径。
如果产品族较复杂,也要先定义清楚分析对象。价值流图通常不是随便拿全厂所有产品混在一起画,而是选择一个产品族来分析。只有产品族清楚了,需求量、库存数量和流程路径才有意义。
十、结语:公式只是入口,现场理解才是核心
回到最初的问题:价值流图中的 Lead Time 是如何计算的?
「库存数量 / 每日必要数」这个公式可以用,但要理解它真正计算的是库存所代表的等待时间,而不是整个价值流所有时间的全部含义。
库存数量应该来自现场观察、询问和验证,而不是单靠办公室推算。每日必要数则是平均每日需求量,通常应以客户需求和企业实际工作日为基础,而不是简单除以 30 个自然日。
要真正掌握价值流图析,不能只背公式。更重要的是理解精益管理中的几个基础概念:Lead Time、Cycle Time、Takt Time、库存、等待、价值与非价值。
优思学院认为,VSM 的价值不在于画出一张漂亮的图,而在于让团队看见整个交付流程中真正拖慢速度的地方。很多时候,问题不在加工动作,而在库存堆积、流程等待和系统设计。
当你能把库存看成时间,把等待看成浪费,把交付周期看成系统能力的一部分,你才算真正开始理解价值流图析。