- 发布于 2025年 9月 4日
- 发布者: 精益管理学会
- 标签 全面质量管理(TQM), 六西格玛
过程能力指数 Cpk 全解析:六西格玛质量管理的核心指标
在质量管理与过程改进的领域里,过程能力指数(Capability Index, Cp)是一个极为核心的概念。它不仅是评估生产过程能否满足客户需求的重要工具,也是企业在追求高质量和低缺陷率时不可或缺的参考指标。
什么是过程能力指数 Cp?
过程能力指数本质上是一个衡量标准,它比较了过程的自然波动范围和规格限之间的允许范围。其计算公式为:
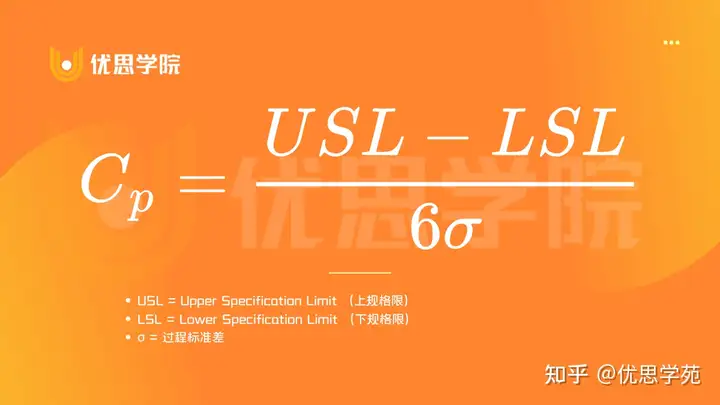
如果我们把产品的公差区间看作一条赛道,而过程波动就像汽车在赛道上的摆动幅度,Cp就是衡量赛道宽度和汽车摆动幅度之间的比例。赛道越宽、摆动越小,Cp就越大,也就越“安全”。
Cp 的意义与局限性
当 Cp = 1.0 时,代表过程的波动范围正好与规格限范围吻合。这意味着过程刚好满足要求,但任何轻微偏移都会导致不良品产生。现实中,这种状态风险极高。因此,优思学院认为企业在大多数应用中应追求 Cp ≥ 1.33 才更为可靠。
然而,Cp 有一个重要局限性:它并没有考虑过程均值是否居中。也就是说,即使 Cp 很高,但如果过程平均值偏离了中心,仍然可能有大量产品超出规格。这也是为什么实际应用中还需要另一个指标 —— Cpk。
Cpk:更贴近现实的过程能力指数
Cpk 的公式如下:
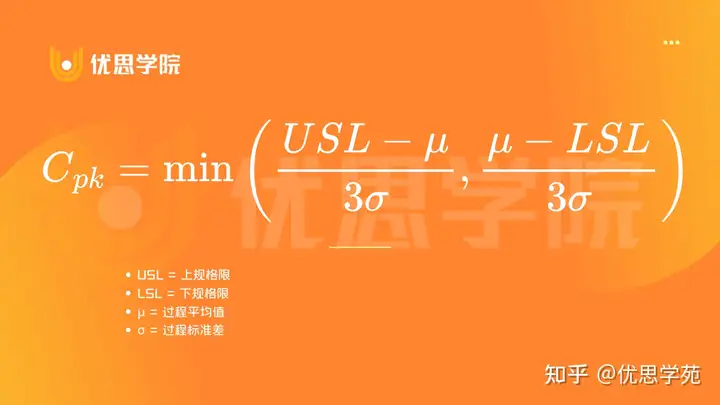
它不仅考虑了过程的波动,还把过程均值的位置纳入了评估。换句话说,Cpk 告诉我们“过程波动能否装进规格范围”以及“均值是否跑偏”。优思学院指出,在质量管理中,Cpk 通常比 Cp 更能反映过程的真实表现。
过程能力与过程绩效的区别
在统计学与质量管理的文献中,通常会区分 过程能力(Capability) 和 过程绩效(Performance):
- 过程能力:假设过程处于统计控制状态下,反映过程在理想条件下能达到的潜力。
- 过程绩效:反映过程在现实运行中的实际表现。
其计算公式相似,但过程绩效指标(Pp、Ppk)是基于总体标准差(s)和样本均值(X̄)计算的,而过程能力指标(Cp、Cpk)则基于稳定过程的标准差(σ)。
换句话说,Capability 更像是“潜力测试”,Performance 则是“成绩单”。
Cp 与不良率的关系
下表展示了不同 Cp 值下,过程超出规格的比例:
| Cp | 超出两侧规格的比例 |
|---|---|
| 0.5 | 13.36% |
| 0.67 | 4.55% |
| 1.00 | 0.3% |
| 1.33 | 64 ppm |
| 1.63 | 1 ppm |
| 2.00 | 0 ppm |
可以看出,当 Cp 从 1.0 提升到 1.33 时,不良率大幅下降,几乎进入“百万分级”的水准。这也是六西格玛方法追求高 Cp 值的原因之一。你也可以利用优思学院的在线Cpk计算器,了解不同情况Cpk和Cp的计算值。

统计控制与过程能力的关系
一个常见的误区是把“过程在统计控制状态”与“过程满足规格要求”混为一谈。事实上:
- 一个过程可能处于统计控制状态,但仍有大量产品超出规格;
- 另一个过程可能不在统计控制状态,却侥幸满足规格。
优思学院强调:理想的过程必须既稳定又有能力,也就是既处于统计控制,又符合客户规格。
应用 Cp 的前提假设
在使用能力指数时,有四个关键假设:
- 过程是稳定的(无漂移、无周期性震荡)。
- 被测特性服从正态分布。
- 样本具有代表性,且是随机抽样。
- 测量结果相互独立。
在现实中,这些假设往往未被严格验证,导致指数被误用或高估。优思学院认为,在解释 Cp、Cpk 等指标前,应结合直方图、控制图等方法,确保统计假设基本成立。
六西格玛视角下的过程能力
摩托罗拉提出的六西格玛方法进一步拓展了 Cp 的概念。现实中,过程均值往往会发生 ±1.5σ 的漂移。为了容纳这种漂移,六西格玛将目标设定为 Cp ≥ 2.0。在这样的情况下,即使均值偏移 1.5σ,超出规格的比例仍只有 3.4 ppm。
这也是六西格玛“百万机会缺陷数(DPMO)”指标背后的逻辑 —— 通过设计足够高的 Cp 来对抗过程漂移的不确定性。
总结
Cp 及相关能力指数(Cpk、Cpm、Pp、Ppk)为企业提供了强有力的量化工具,用于衡量过程的稳定性与合格率潜力。它们不仅能指导企业优化生产工艺、降低不良率,也能作为质量改进项目(如六西格玛)的关键绩效指标。
但需要注意的是,这些指数的有效性依赖于统计假设的成立。在实际应用中,应结合控制图、直方图等工具综合判断,而不是盲目依赖单一指标。
优思学院认为,真正的质量管理并不是“把 Cp 算出来”,而是通过对数据的深入理解,推动过程稳定与持续改进,从而为客户创造更可靠的价值。