- 发布于 2026年 4月 22日
- 发布者: 精益管理学会
一篇讲清楚Cp、Cpk的差别
很多人刚接触过程能力分析时,都会被两个指标绕晕:Cp 和 Cpk。它们名字很像,公式也有点像,甚至在很多报告里总是一起出现。于是就有人问:既然都有了 Cp,为什么还要看 Cpk?或者反过来,既然 Cpk 更常用,Cp 还有什么意义?
其实,这两个指标看的是同一个过程,但角度并不一样。Cp 关注的是“过程本身的潜在能力”,Cpk 关注的是“过程在现实状态下到底能不能稳定满足规格”。一个更像是在看理论实力,一个更像是在看实战表现。
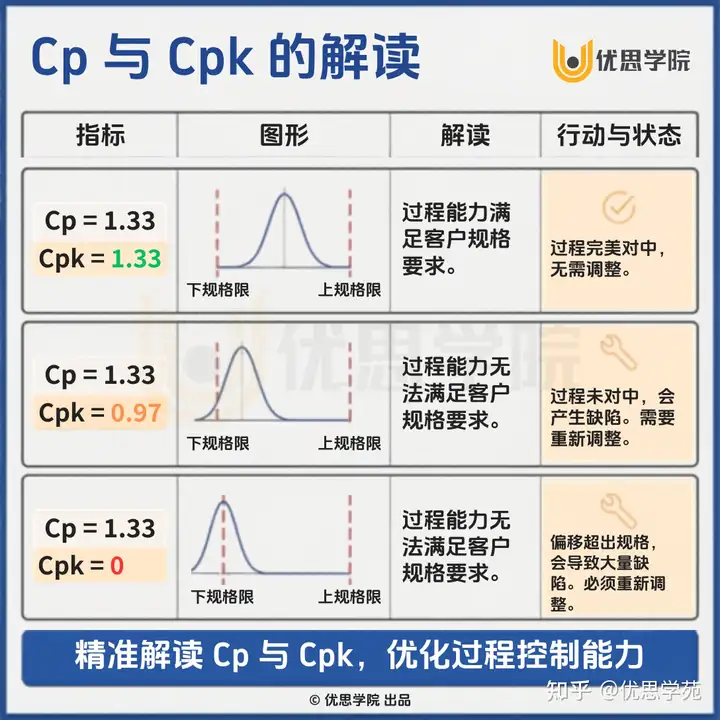
优思学院提供的图解,正好把这件事讲得非常清楚。图中列出了三种典型场景:
第一种,Cp = 1.33,Cpk = 1.33。第二种,Cp = 1.33,Cpk = 0.97。第三种,Cp = 1.33,Cpk = 0。
这三组数据已经足够把 Cp 与 Cpk 的关系讲透。下面我们就顺着这三种情形,完整聊一聊 Cp 和 Cpk 到底分别代表什么、差别在哪里,以及在质量管理现场到底该怎么看。
一、先搞懂:Cp 和 Cpk 分别是什么
先说 Cp。
Cp 是过程能力指数。它反映的是过程分布的宽度,相对于规格宽度来说,到底够不够“窄”。说得直白一点,就是看你的过程波动大不大。
它的核心意思是:在不考虑过程平均值有没有偏移的前提下,仅仅看过程的离散程度,这个过程有没有能力落在客户规格范围内。
如果一个过程波动很小,数据分布很集中,那么它就更有机会装进上下规格限之间,Cp 就会比较高。反过来,如果过程波动很大,数据分布很宽,那即使过程中心没有偏移,也容易碰到规格边界,Cp 就会偏低。
再说 Cpk。
Cpk 叫做过程实际能力指数。它不只是看波动,还看过程中心有没有偏移。换句话说,Cpk 不但关心你的过程“够不够稳”,还关心你的过程“有没有对准目标”。
所以,Cp 更像是在问:这个过程理论上行不行?
而 Cpk 更像是在问:这个过程现在这个状态下,到底行不行?
这就是为什么在实际工作里,很多客户、审核员、质量工程师,往往更重视 Cpk。因为现实中的问题,从来不只是波动大,还很常见的是过程偏心、没有对中、平均值漂移。
二、为什么 Cp 和 Cpk 经常一起出现
Cp 和 Cpk 经常同时出现,是因为单独看其中一个都不够完整。
只看 Cp,你可能会误以为过程能力很好,但实际上过程中心已经偏了,良率并不理想。
只看 Cpk,你虽然能判断当前状态是否合格,但你可能不知道问题到底出在“波动太大”还是“中心偏移”。
所以,一个成熟的分析思路通常是这样:
先看 Cp,判断这个过程有没有潜力。
再看 Cpk,判断这个过程目前有没有把潜力真正发挥出来。
如果 Cp 高而 Cpk 低,通常不是天生做不到,而是过程没有调准。
如果 Cp 和 Cpk 都低,那问题往往更深,不只是偏移,而是连波动本身都太大。
三、第一种情况:Cp = 1.33,Cpk = 1.33
这是图中最理想的一种状态。
从图形上看,正态分布位于规格中心附近,左右两边到上下规格限的距离比较均衡。也就是说,这个过程不但波动控制得不错,而且中心位置也对得很准。
这时 Cp 和 Cpk 相等,说明什么?
说明过程没有明显偏移。过程的潜在能力和现实能力是一致的。理论上能做到的,实际上也做到了。
图里的解读写得很直接:过程能力满足客户规格要求。行动与状态则是:过程完美对中,无需调整。
这是很多工厂最希望看到的状态。因为它代表两件事同时成立:
第一,过程变差不大。
第二,过程平均值在正确位置。
很多人会把 1.33 视为一个比较常见的参考门槛。它意味着过程能力相对不错,留给规格边界还有一定安全空间。当然,不同行业、不同客户、不同产品特性,要求会不一样。有些只要求 1.33,有些关键特性会要求更高。
但不管门槛是多少,这一组数据最重要的启发是:Cp 和 Cpk 一样高,通常说明你的过程既稳定又对中。
这种情况下,管理重点不在于大幅调整,而在于维持。也就是继续做好控制图监控、设备保养、作业标准化、测量系统确认,以及原材料一致性管理,避免一个原本状态很好的过程被不必要的变动打乱。
四、第二种情况:Cp = 1.33,Cpk = 0.97
这一组最有教学意义。
为什么?因为很多现场问题就卡在这里。
从 Cp = 1.33 可以看出,过程本身的波动其实不算大。换句话说,这个过程“本来是有能力的”。如果只看 Cp,你甚至会觉得它表现不错。
但 Cpk 只有 0.97,已经明显低于 Cp。这说明过程中心偏掉了。图中的分布已经向下规格限一侧靠近,虽然整体宽度没变,但因为偏离中心,导致某一侧离规格边界太近,于是实际满足规格的能力下降了。
这也是图中写的意思:过程能力无法满足客户规格要求。行动建议是:过程未对中,会产生缺陷,需要重新调整。
这句话非常关键。
因为它告诉我们,问题不一定出在过程太散,而是出在过程没对准。
这类情况在生产中非常常见。比如设备设定值有轻微漂移,刀具补偿没有及时修正,温度、压力、速度等关键参数偏离最佳点,或者换线后中心值没有重新校准。结果就是:过程看起来还算稳定,但产品却开始往某一侧靠,缺陷风险快速上升。
这时如果管理者只盯着波动,可能会误判方向。他可能会要求团队继续“降波动”,但真正更有效的动作,往往是先把过程重新调回中心。
也就是说,对于 Cp 高、Cpk 低的过程,优先级通常是“先调中,再谈进一步优化”。
因为只要中心一回到正确位置,Cpk 往往就会明显改善,甚至接近 Cp。
这也是为什么很多六西格玛项目在改善阶段,不只是做降变差,还特别强调过程设定优化。均值偏移不解决,再小的波动也未必够用。
五、第三种情况:Cp = 1.33,Cpk = 0
这一组看上去有点夸张,但它非常适合用来说明 Cpk 的本质。
从图形可见,过程分布已经严重偏向下规格限,甚至均值就落在规格边界上。此时虽然 Cp 还是 1.33,说明过程理论上的分布宽度并不差,但由于中心偏移过大,实际能力几乎等于没有,于是 Cpk 变成了 0。
图中的结论非常明确:过程能力无法满足客户规格要求。偏移超出规格,会导致大量缺陷,必须重新调整。
这一幕在质量现场其实并不陌生。某些过程刚开机、换模、换批次、参数被误设、治具位置变化,或者人为调整过头时,就可能出现这种极端偏移。
这时过程不是“有一点风险”,而是已经在明显制造不良。
如果团队只拿着 Cp 说“我们的过程能力其实还不错”,那就完全没有抓到重点。因为客户不会为你的“理论潜力”买单,客户只会看到实际输出有没有超规格。
这也正是 Cpk 存在的意义。它把“过程有没有对中”这件事直接纳入评价。只要偏得够厉害,哪怕 Cp 看起来不差,Cpk 仍然会很糟。
六、从这三种情况看出一个核心规律
把图中的三组数据放在一起看,会得到一个非常重要的规律:
当过程波动不变时,Cp 可以保持不变;但只要过程均值发生偏移,Cpk 就会下降。
也就是说,Cp 对“中心偏移”不敏感,Cpk 对“中心偏移”非常敏感。
因此,Cp 更适合回答“这个过程天生有没有潜力”;Cpk 更适合回答“这个过程现在交出来的结果靠不靠谱”。
这就是两者最大的差别。
很多初学者会以为 Cpk 只是 Cp 的另一个版本。其实不是。Cpk 比 Cp 多看了一件非常现实的事:你有没有把过程摆在正确位置上。
七、质量人该怎样正确使用 Cp 和 Cpk
在实际应用中,可以用一个很简单的思路来判断。
如果 Cp 和 Cpk 都高,而且两者接近,说明过程既稳定又对中,这是理想状态。
如果 Cp 高,但 Cpk 明显偏低,说明过程有潜力,但没有对中。此时重点是校正中心,而不是一上来就大谈降波动。
如果 Cp 和 Cpk 都低,说明过程既不稳也不准,问题通常更复杂,需要系统改善。
如果 Cpk 很差,甚至接近 0,那已经不是“优化”问题,而是“立即纠正”问题。此时应优先保护客户、隔离风险、检查设定、确认设备状态,并快速把过程拉回规格中心附近。
从管理动作上说,Cp 与 Cpk 不只是两个统计数字,它们背后对应的是两种不同改善路线。
Cp 偏低时,重点在减少变差,比如设备精度、方法一致性、人员操作标准化、原材料稳定性、环境控制、测量系统可靠性。
Cpk 偏低但 Cp 尚可时,重点在过程调中,比如参数回调、目标值设定修正、补偿量调整、首件确认与换线校准。
八、为什么很多企业只报 Cpk,但你仍然不能忽略 Cp
有些企业在日报、周报或客户提交资料中,常常重点报 Cpk。这是可以理解的,因为 Cpk 更贴近实际交付表现。
但如果你真想做好改善,就不能只看 Cpk。
因为当 Cpk 低时,你必须知道根因是什么。是过程本身太散,还是只是过程跑偏了?这两个问题,改善方式完全不同。
这时 Cp 的价值就出来了。
Cp 像是告诉你:这台机器、这道工序、这套方法,理论底子到底怎么样。
Cpk 则像是在告诉你:你今天把这套底子发挥成什么样。
一个看潜力,一个看落地。缺了哪一个,判断都会失真。
九、结语:别把 Cp 和 Cpk 当成两个“差不多的数字”
Cp 和 Cpk 看起来只差一个字母,但它们在质量管理里的作用并不相同。
Cp 告诉我们,过程波动相对于规格来说够不够小。
Cpk 告诉我们,在考虑中心偏移之后,这个过程现在到底能不能满足客户要求。
借用这张图解的三组例子,我们可以很直观地记住:
当 Cp = Cpk = 1.33 时,过程既有能力,也对得很准。
当 Cp = 1.33、Cpk = 0.97 时,过程本来有能力,但跑偏了,需要重新调中。
当 Cp = 1.33、Cpk = 0 时,过程已经严重偏离规格,必须马上处理。
所以,真正成熟的质量判断,不是只看一个数字高不高,而是要看这两个数字之间的关系。
看懂 Cp,你是在看过程的底子。
看懂 Cpk,你是在看过程的现实表现。
把两者放在一起,你才真正看清一个过程到底是“能力不足”,还是“没有对准”,又或者“本来很好,只需要维持控制”。
这才是 Cp 与 Cpk 的真正价值。
如果你是刚接触过程能力分析的新手,记住一句最实用的话就够了:Cp 看宽度,Cpk 看宽度加位置。前者看潜力,后者看现实。
当你能用这个思路去读图、读报告、读现场数据时,Cp 和 Cpk 就不再只是公式,而会变成你判断过程健康状态的两把非常实用的尺子。